







 分享
分享









品牌: |
未填 |
所在地: |
河北 沧州市 |
起订: |
未填 |
供货总量: |
未填 |
有效期至: |
长期有效 |
详情介绍
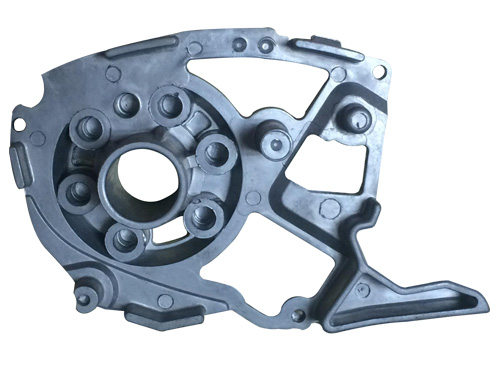
铝压铸件的使用量随着社会经济的发展而不断的攀升,而压铸件本身是一种压力铸造的零件。铝压铸件可以分为压铸零件、锌压铸成件、铝压合金铸件等压铸零件。在应用中可呈现出良好的良好的特性,如铝压铸件可以任意做出多种复杂的形状,还可以作出较高的精度准确度、表面光洁度也处理的非常到位。这些特性在很大程度上减少了压铸件的机械加工量和金属的铸造余量。不仅节约了电力能源、金属材料、还在很大程度上节约了人力劳动成本。也因为压铸件的各方面好处而被广泛应用于汽车制造、内燃机生产、摩托车制造、电动机制造等多个行业中。而常见的铝铸件应用就是用于现代 多见的汽车上的配件。
对于铝压铸件的热处理工艺可以分为:退火处理,固溶处理,时效处理,冷热循环处理等几个部份。
铸造高温合金因成分中活性元素较多,对杂质要求严格,故多采用双真空熔铸工艺,即将原材料先在真空感应炉内熔炼并铸成预制母合金锭,然后再在真空感应炉内重熔并浇注成零件。亦可根据生产设备和零件要求分别采用真空电子束重熔浇注、常压感应炉重熔翻转浇注或电渣重熔浇注工艺。
 一、铝铸件的铸造性能:
一、铝铸件的铸造性能:
1、铝铸件的流动性:合金的流动性是指液体合金本身的流动能力,是合金的铸造性能之一,它与合金的成分、温度、杂质含量及其物理性能有关。
2、收缩:铸造合金从液态到凝固完毕,以及随后继续冷却到常温的过程中都将产生体积和尺寸上的变化,这种体积和尺寸的变化总称为收缩。
3、热裂:合金的热裂是指合金在高温状态形成裂纹倾向的大小,它是某些非铁合金铸件常见的铸造缺陷之一。通常,热裂的外形曲折而不规则,多沿晶界产生。裂口的表面往往被强烈氧化,无金属光泽。
铝铸件加工的密度小,塑性高,具有优良的导电和导热性,表面有致密的氧化膜保护,抗蚀性能好。铝在地壳中的蕰藏量,分布极广,据统计,地壳中铁占4.7%,铝占7.5%,比所有其它有色金属的总和还要多。
铝铸件在进行生产的过程中其热处理工艺容易出现变形的情况,要是出现变形的情况对后续的工序有非常重要的影响,主要是因为压铸铝件要是出现变形过大就会容易出现报废情况。
二、分型面的确定原则是:
1.开型时铸件必须留在动模内,且便于从模腔中取出。
2.不同轴度与尺寸精度要求高的部分尽可能设在同一半模内。
3.分型面一般不设置在表面质量要求比较高的面。
4.分型面的设置应有利于开设浇注系统、排滋系统,便于清理毛刺飞边、浇口等,便于刷涂料。
5.分型面的设置应尽量简化铝压铸型结构,充分考虑合金的铸造性能。
三、铝铸件凝固的方式:
一种凝固的方式是,逐层凝固就是一层层的凝固:铝存在两种状态的共存的时段,所以就用一条线就可以分为铝的内外层,液态的铝经过气温的温度的不断的下降,就会凝结成固体,慢慢的就到达铝铸件的中心了,用这种凝结的方式就叫做逐层凝固。
另一种凝固的方式是,迷糊凝固,所谓的迷糊凝固就是铝合金结晶的温度范围是比较广阔的,所以在铝铸件的温度是分布比较平坦,就是结晶的方式比较窄,所以就会出固液两种状态并在的局面,就像水泥的凝固是一下的。从迷糊的状态到凝固的状态。
还有铝铸件凝固的方式是,就是中间凝固,这种凝固的方式就在逐层凝固和迷糊凝固之间。
泊头市韩集兴达铸造厂(http://www.xingdazhuzao.com)现以生产铝铸件、护栏铸铝件、发动机铸铝件、精密机械铸铝件、铝压铸件、汽车零部件铝铸件、铝合金铸造、铸铝工艺品为主,铝铸件厂家还可以根据客户提供的信息、图纸或样品提供加工、定制服务。
对于铝压铸件的热处理工艺可以分为:退火处理,固溶处理,时效处理,冷热循环处理等几个部份。
铸造高温合金因成分中活性元素较多,对杂质要求严格,故多采用双真空熔铸工艺,即将原材料先在真空感应炉内熔炼并铸成预制母合金锭,然后再在真空感应炉内重熔并浇注成零件。亦可根据生产设备和零件要求分别采用真空电子束重熔浇注、常压感应炉重熔翻转浇注或电渣重熔浇注工艺。
一、铝铸件的铸造性能:1、铝铸件的流动性:合金的流动性是指液体合金本身的流动能力,是合金的铸造性能之一,它与合金的成分、温度、杂质含量及其物理性能有关。
2、收缩:铸造合金从液态到凝固完毕,以及随后继续冷却到常温的过程中都将产生体积和尺寸上的变化,这种体积和尺寸的变化总称为收缩。
3、热裂:合金的热裂是指合金在高温状态形成裂纹倾向的大小,它是某些非铁合金铸件常见的铸造缺陷之一。通常,热裂的外形曲折而不规则,多沿晶界产生。裂口的表面往往被强烈氧化,无金属光泽。
铝铸件加工的密度小,塑性高,具有优良的导电和导热性,表面有致密的氧化膜保护,抗蚀性能好。铝在地壳中的蕰藏量,分布极广,据统计,地壳中铁占4.7%,铝占7.5%,比所有其它有色金属的总和还要多。
铝铸件在进行生产的过程中其热处理工艺容易出现变形的情况,要是出现变形的情况对后续的工序有非常重要的影响,主要是因为压铸铝件要是出现变形过大就会容易出现报废情况。
二、分型面的确定原则是:
1.开型时铸件必须留在动模内,且便于从模腔中取出。
2.不同轴度与尺寸精度要求高的部分尽可能设在同一半模内。
3.分型面一般不设置在表面质量要求比较高的面。
4.分型面的设置应有利于开设浇注系统、排滋系统,便于清理毛刺飞边、浇口等,便于刷涂料。
5.分型面的设置应尽量简化铝压铸型结构,充分考虑合金的铸造性能。
三、铝铸件凝固的方式:
一种凝固的方式是,逐层凝固就是一层层的凝固:铝存在两种状态的共存的时段,所以就用一条线就可以分为铝的内外层,液态的铝经过气温的温度的不断的下降,就会凝结成固体,慢慢的就到达铝铸件的中心了,用这种凝结的方式就叫做逐层凝固。
另一种凝固的方式是,迷糊凝固,所谓的迷糊凝固就是铝合金结晶的温度范围是比较广阔的,所以在铝铸件的温度是分布比较平坦,就是结晶的方式比较窄,所以就会出固液两种状态并在的局面,就像水泥的凝固是一下的。从迷糊的状态到凝固的状态。
还有铝铸件凝固的方式是,就是中间凝固,这种凝固的方式就在逐层凝固和迷糊凝固之间。
泊头市韩集兴达铸造厂(http://www.xingdazhuzao.com)现以生产铝铸件、护栏铸铝件、发动机铸铝件、精密机械铸铝件、铝压铸件、汽车零部件铝铸件、铝合金铸造、铸铝工艺品为主,铝铸件厂家还可以根据客户提供的信息、图纸或样品提供加工、定制服务。